INDUSTRY NEWS
Industry News

 简体中文
简体中文

I. Phenomenon Description: The surface of the product is cracked, prone to local cracking, and easily broken under stress.

II. Detailed Cause Analysis
1. Raw Material and Drying Issues
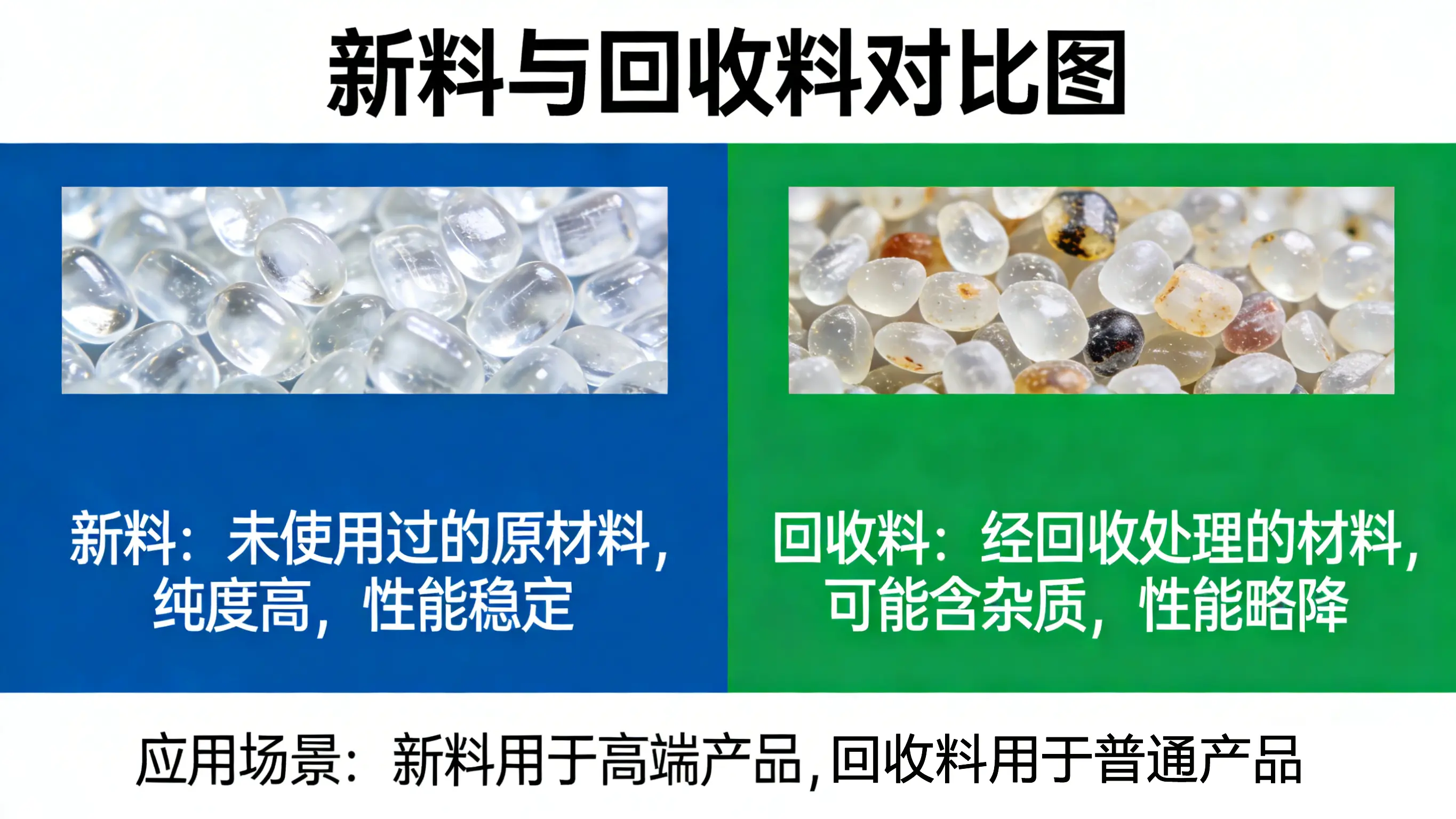
1) Excessive proportion of recycled materials
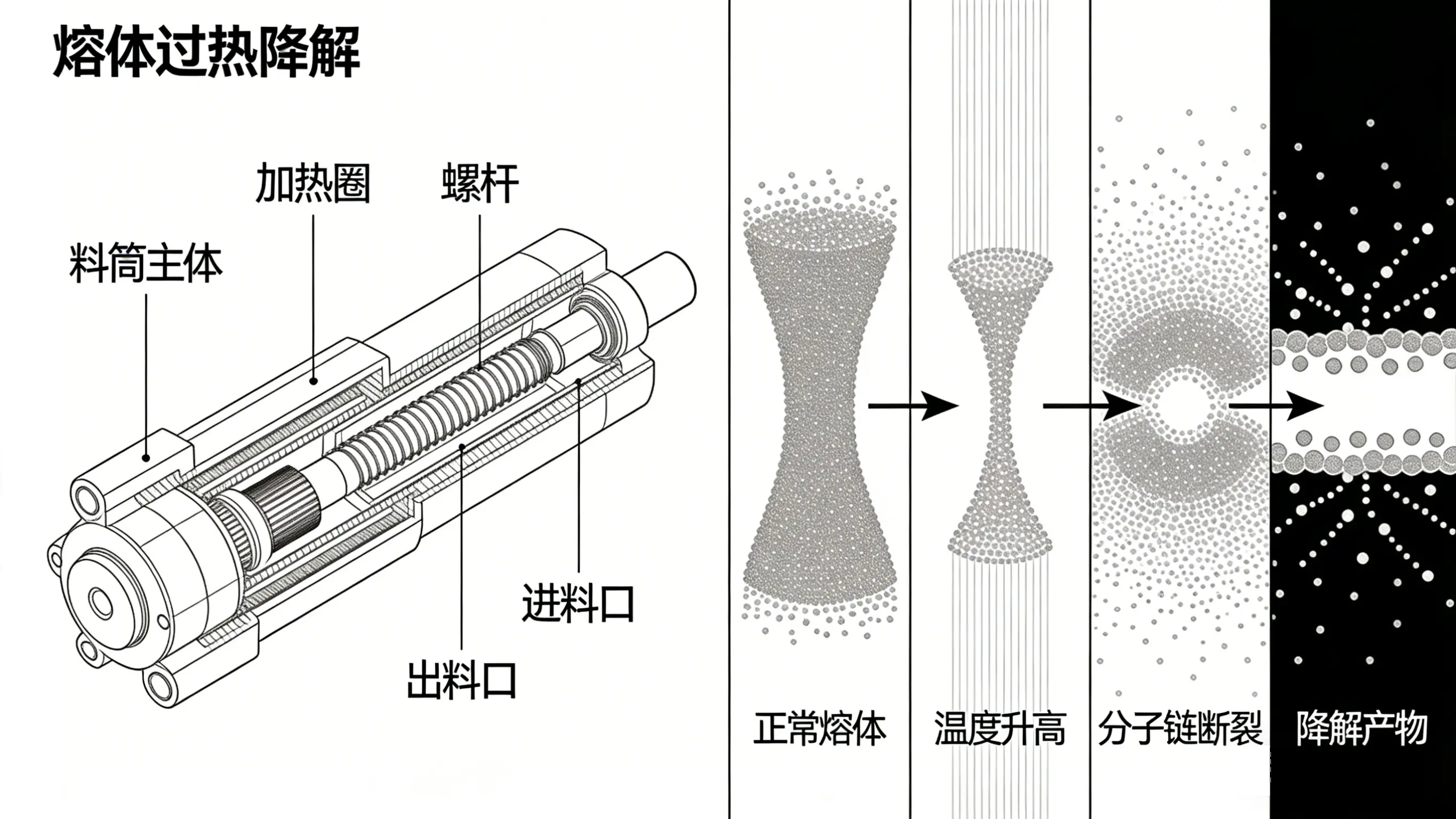
Recycled materials undergo thermal degradation after multiple heating processes, resulting in broken molecular chains, significantly reduced toughness and strength, and susceptibility to brittle fracture.
2) Insufficient raw material strength
Improper selection of raw material grades leads to inadequate impact resistance and tensile strength, failing to meet the structural strength requirements.
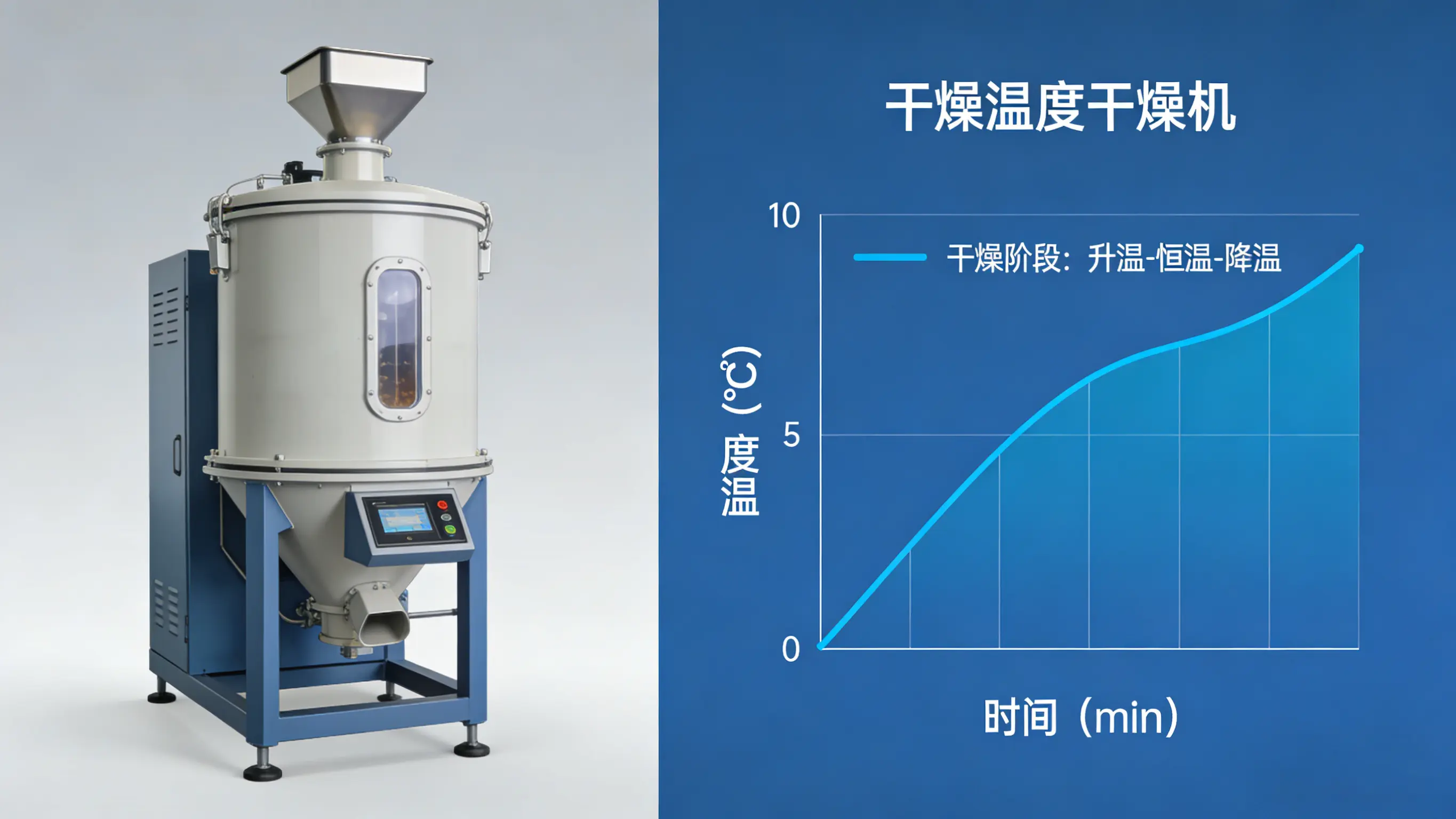
3) Improper drying conditions
Insufficient drying: Moisture content causes bubbles, silver streaks, and cracking;
Excessive drying: Prolonged heating at high temperatures results in thermal degradation and embrittlement of raw materials.
4) Excessive residence time in the barrel
Prolonged retention at high temperatures causes resin decomposition, discoloration and embrittlement, resulting in reduced product strength.
2. Injection Molding Process Issues
1) Too low material temperature
Insufficient temperature of the barrel and nozzle leads to poor plastic plasticization, low fluidity, difficult mold filling, and high internal stress.
2) Too low mold temperature
The melt cools too quickly, leaving insufficient time for molecular relaxation, resulting in concentrated internal stress, surface cracking, whitening, and fracturing.

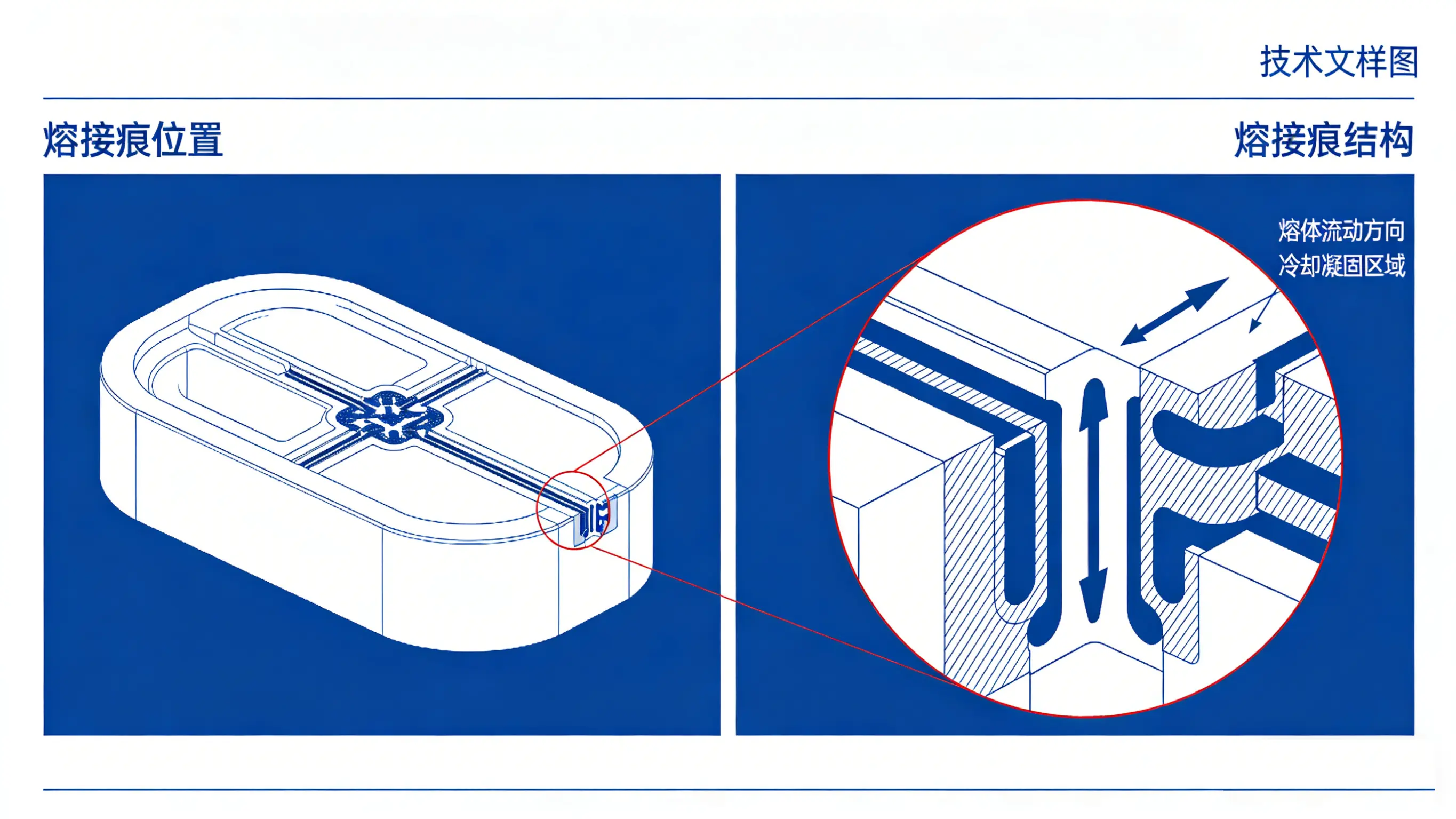
3) Low strength of weld lines
Poor fusion at the convergence of multiple material streams results in weak weld lines that are prone to fracture under stress.
4) Excessive holding time
Excessively long holding time leads to over-orientation of molecules, stress concentration near the gate, and susceptibility to cracking.
5) Improper screw design and uneven plasticization
Excessive shearing or poor mixing results in local overheating and degradation, leading to unstable product performance.
3. Mold and product structure issues
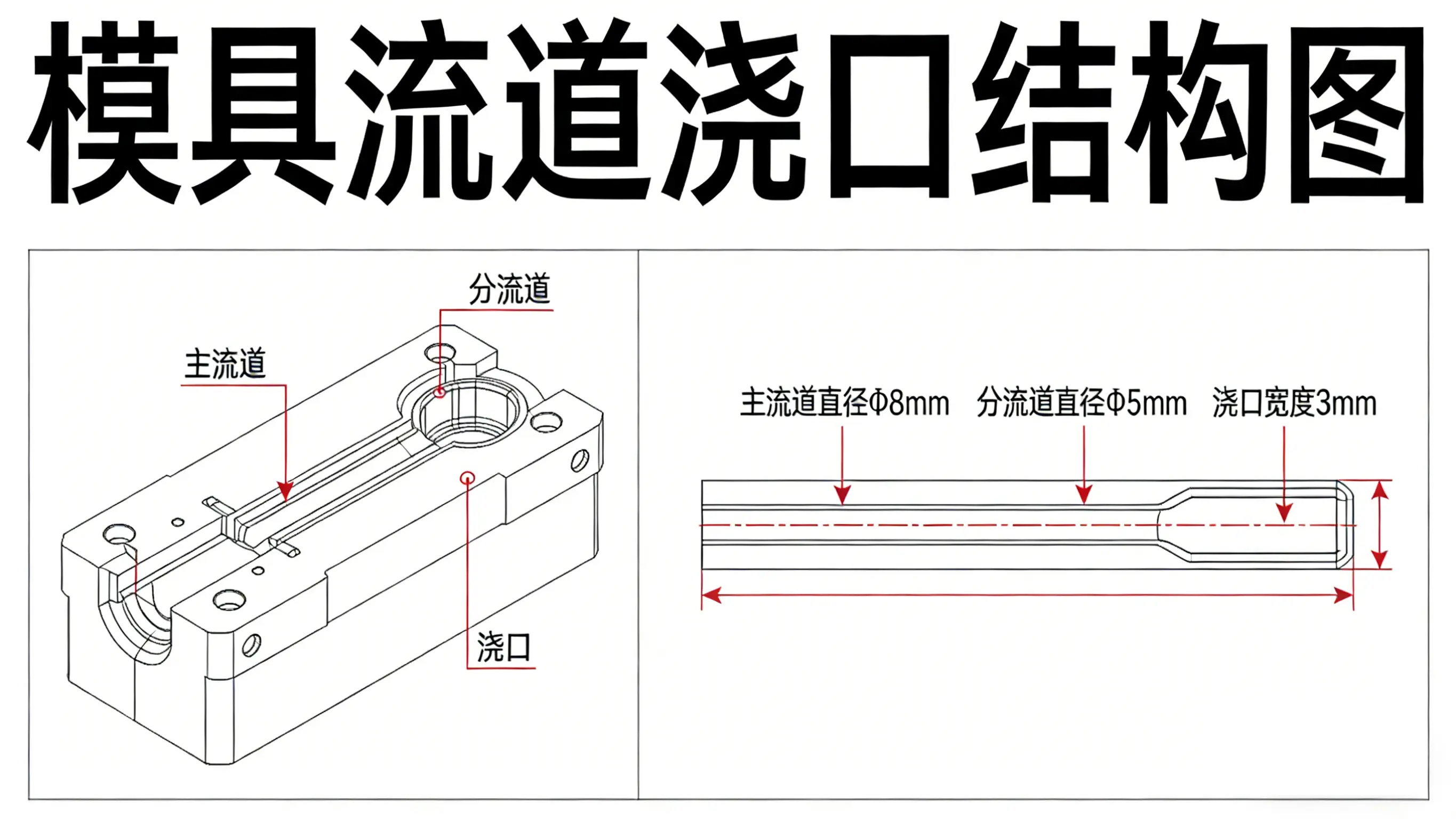
1) Improper setting of gates and runners
If the runners and gates are too small, there will be high flow resistance, difficulty in filling the mold, weak weld lines, and high internal stress.
2) Insufficient draft angle
Friction and pulling during demolding will cause cracks, whitening from ejector pins, and surface fractures.
3) Unreasonable distribution of ejector pins
Uneven stress during ejection and excessive local stress will lead to cracking and deformation during ejection.
4) Unreasonable product shape and stress concentration
Structures such as sharp corners, sudden wall thickness changes, and notches are prone to stress concentration and are high-risk areas for cracking.
4. Other reasons: Excessive use of mold release agent
It affects the adhesion between the melt and the mold surface, leading to delamination, surface defects, reduced bonding strength, and inducing cracking.
1. Raw Material Improvement
2. Process Adjustment
Increase the temperature of the barrel and nozzle to ensure sufficient plasticization;
Raise the mold temperature to reduce internal stress;
Boost the injection pressure and speed to improve the strength of weld lines;
Shorten the holding pressure time to reduce orientation stress.
Images: Process Parameter Optimization Comparison Table / Process Debugging Site Photo
3. Mold and Structure Optimization
Enlarge the size of the gate and runner to improve flow;
Increase the draft angle and polish the cavity;
Arrange the ejector pins reasonably to ensure uniform ejection force;
Change sharp corners into rounded corners, avoid sudden change of wall thickness, and eliminate stress concentration. Matching drawings: Comparison before and after mold modification / Drawing of rounded corner structure optimization
4. Site Management
Reduce or avoid the use of release agents, and switch to release agents with good compatibility.
Illustration: Schematic diagram of the proper use of release agents
Address:No. 1, Tongyuan South Road, Camel Street, Zhenhai District, Ningbo City, Zhejiang Province
23/F, Huiya International, No. 1107 North Tiantong Road, Ningbo City
Copyright © 2013-2026 powered by Konger-Tech.Com v26.1.2 浙ICP备17045135号-2