INDUSTRY NEWS
行业动态

 English
English
一、现象描述 制品表面龟裂、局部易开裂、受力易折断

二、详细原因分析
1. 原料与干燥问题
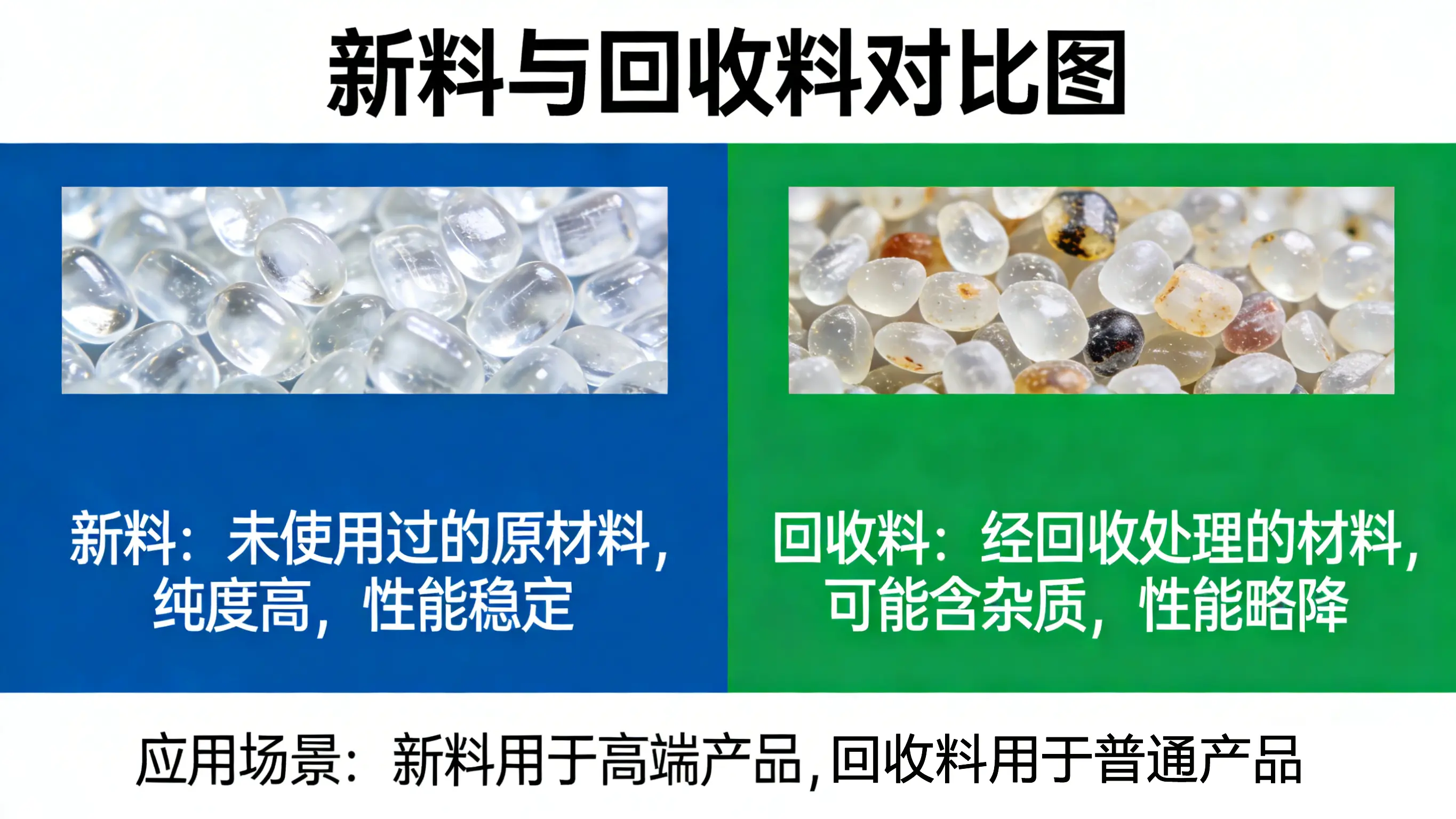
1)回收料比例过高
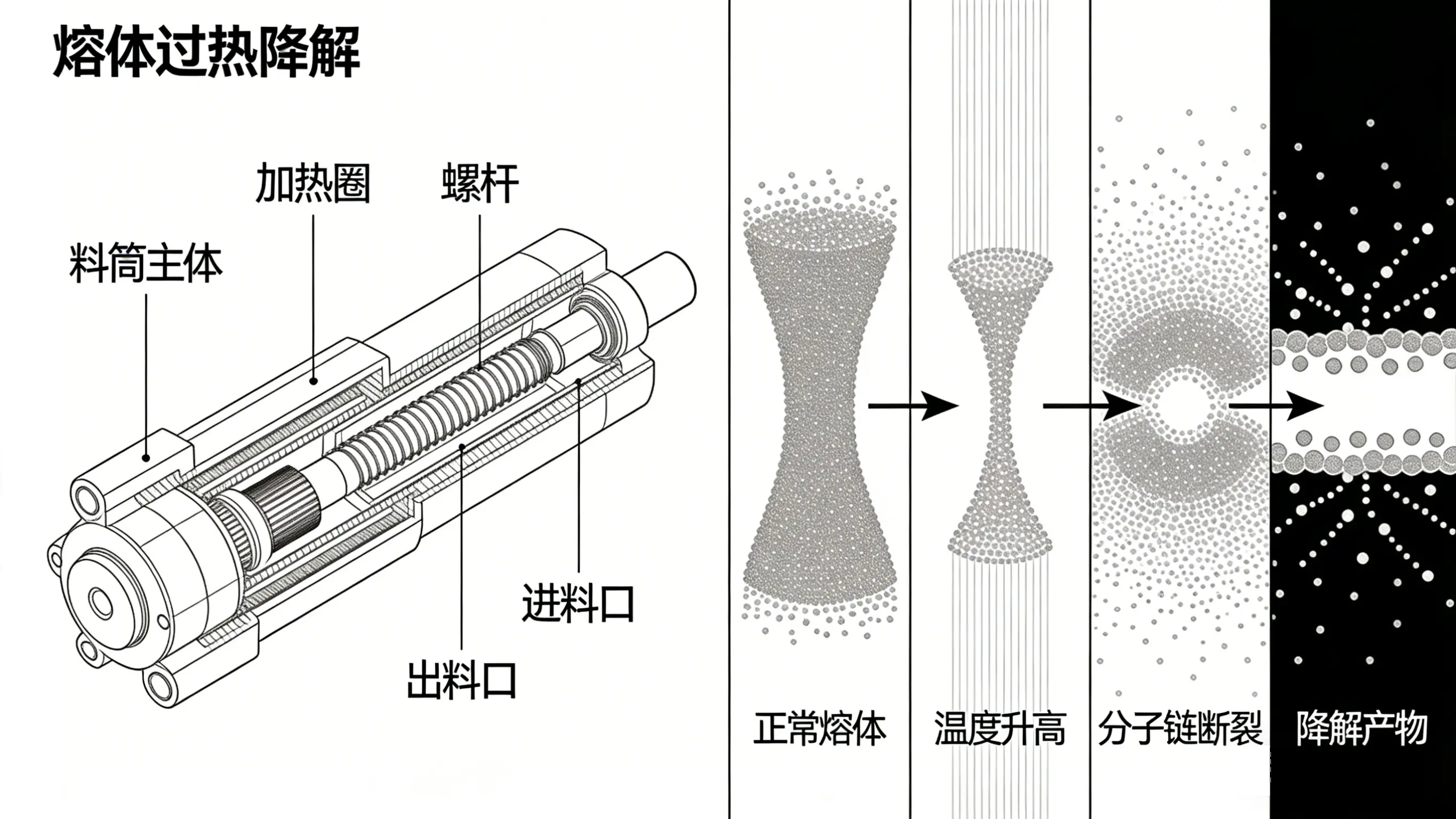
回收料多次受热降解,分子链断裂,韧性、强度大幅下降,易脆裂。
2)原料强度不够
原材料牌号选择不当,抗冲击、拉伸强度不足,无法满足结构强度。
3)干燥条件不当
干燥不足:含水导致气泡、银丝、开裂;
过度干燥:高温长时间加热,原料热降解、变脆。
4)料筒内停留时间过长
高温下长时间滞留,树脂分解、变色、变脆,制品强度降低。
2. 注塑工艺问题
1)料温太低
料筒、喷嘴温度不足,塑料塑化不良、流动性差,充模困难,内应力大。
2)模温太低
熔体冷却过快,分子来不及松弛,内应力集中,表面龟裂、发白、开裂。

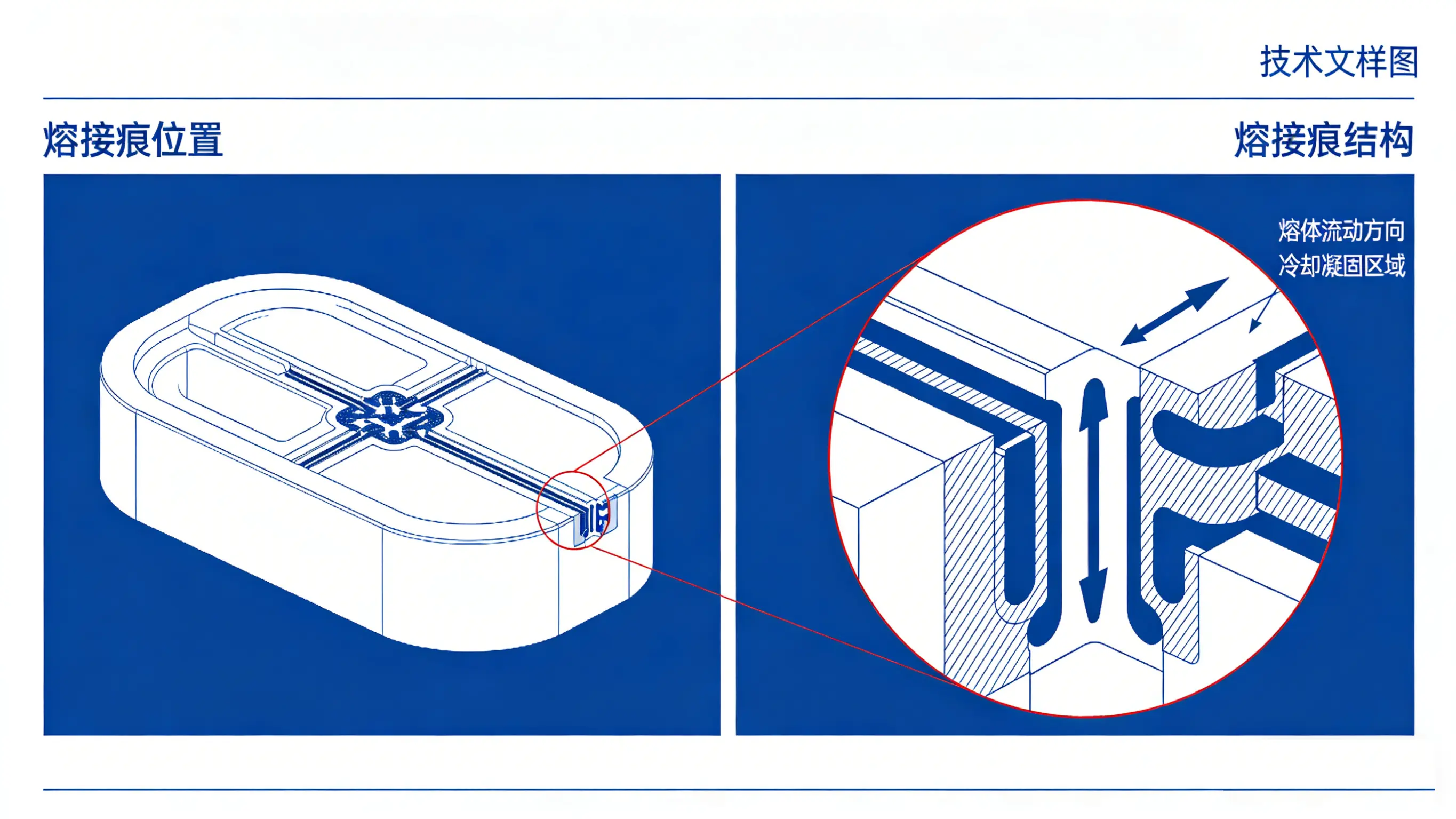
3)熔接痕强度低
多股料流汇合处融合差,形成薄弱熔接痕,受力易断裂。
4)保压时间太长
保压过久导致分子过度取向,浇口附近应力集中,易开裂。
5)螺杆设计不当、塑化不均
剪切过大或混炼不良,局部过热降解,制品性能不稳定。
3. 模具与产品结构问题
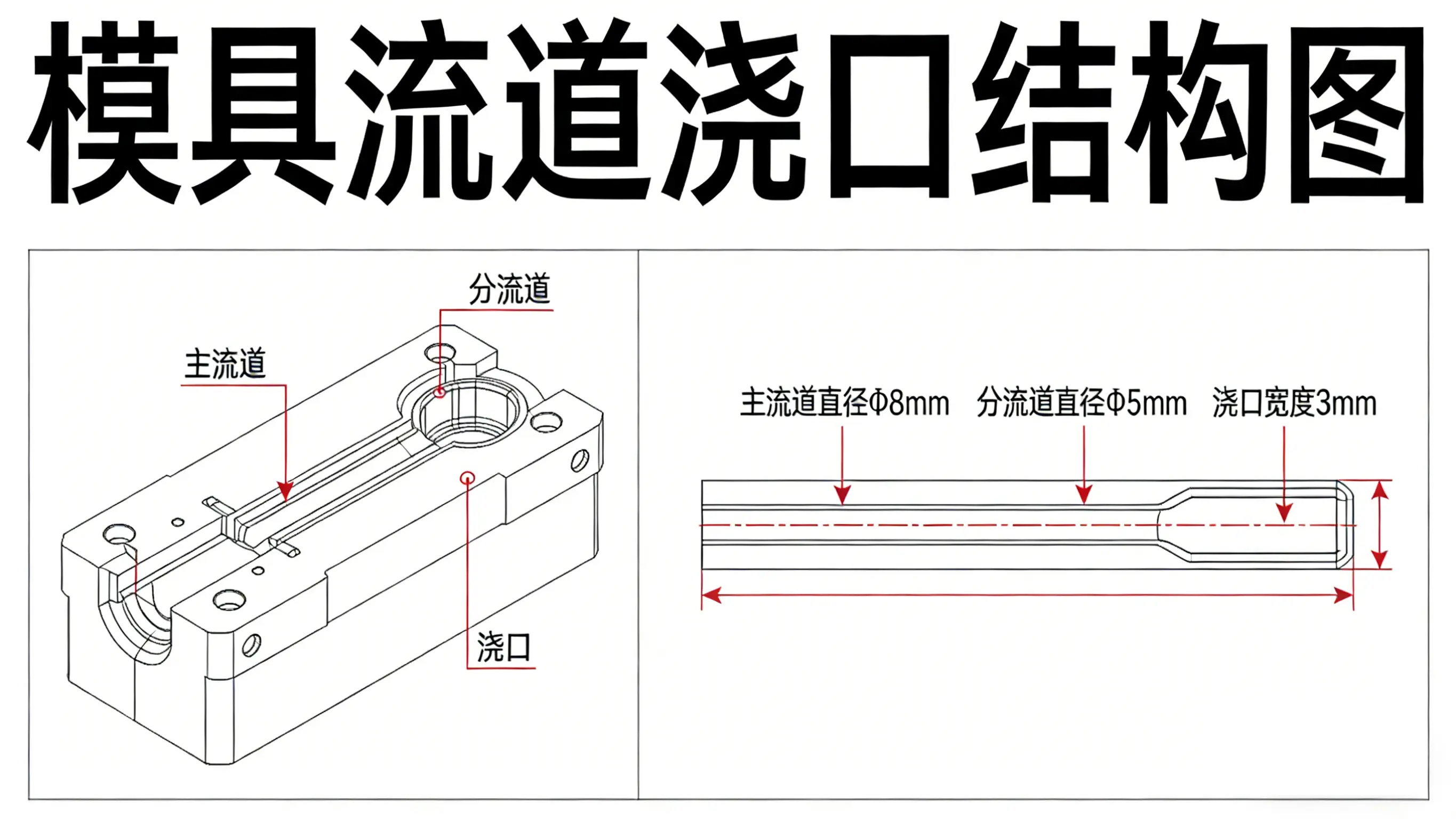
1)浇口、流道设置不当
流道、浇口过小,流动阻力大,充模困难,熔接痕弱,内应力大。
2)脱模角度不够
脱模时摩擦拉伤,表面产生裂纹、顶白、顶裂。
3)顶针分布不合理
顶出受力不均,局部受力过大,造成顶出开裂、变形。
4)产品形状不合理、应力集中
尖角、壁厚突变、缺口等结构,极易应力集中,是开裂高发区。
4. 其他原因 脱模剂使用过多
影响熔体与模具表面附着力,导致分层、表面缺陷、结合力下降,诱发龟裂。
1. 原料改善
2. 工艺调整
3. 模具与结构优化
4. 现场管理